




Как осуществлять сварку при отрицательных температурах
Ритм жизни настолько ускоряется, что получение благ нам необходимо здесь и сейчас. Строительство объектов не ждёт удобной погоды. Поэтому погода пусть подождёт – хочется нам сказать. Человек действует. Он организовывает процесс с учетом существующих вызовов. Температуры. Осадков. Ветра и других факторов.
Электрическая сварочная дуга устойчивый и мощный электрический разряд с повышенной плотностью тока и высокой температурой. Дуга горит между электропроводными телами (электродом и свариваемой деталью), находящимися на небольшом расстоянии друг от друга. Выделяют три основных участка: катодная, анодная область и столб дуги. В столбе температура дуги достигает наиболее высоких значений – 6100-8100 °С. В катодной области температура составляет 2300-3500 °С, в анодной 2500-4100 °С.

Технология
Зная, что наши клиенты читают нас на пространстве бывшего Союза, поделимся нашим опытом по вопросу сварки при низких и особо низких температурах.
Основным вопросом является еще большее значение разности температур – окружающего воздуха, значит изделия и дуги. Даже принимая температуру плавления металла 1528 градусов Цельсия – обнаруживается значительная разница, особенно при отрицательных значениях температур. Это существенно повышает скорость охлаждения сварочной ванны ввиду хорошей теплопроводности сталей. При этом ускоренная кристаллизация является неблагоприятной, поскольку газы и шлаки – находящиеся в расплавленном жидком металле могут не успеть выйти (всплыть) на поверхность шва до его затвердевания. Таким образом, повышается вероятность образования дефектов – шлаковых и газовых включений. По этой же причине нужно следить за глубиной провара, в начальный момент сварки, когда кромки еще недостаточно прогреты – опасность возникновения непровара. Изменяются и прочностные характеристики. Механические испытания сварных таких образцов, демонстрируют снижение пластических характеристик наплавленного металла. Следовательно, повышается риск появления трещин при кристаллизации.
В последнее время, в Беларуси, разработан документ «СН 1.03.01-2019 ВОЗВЕДЕНИЕ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ЗДАНИЙ И СООРУЖЕНИЙ». Параграф 11.4 подробно описывает регламент действий.
Сварку при низких температурах следует выполнять по технологии в соответствии с ППР или ППСР. Режимы сварки, принимаются согласно аттестованной технологии в аналогичных условиях. Электросварщик, приступающий к работе в условиях пониженных температур впервые, обязан пройти практическое обучение, тренировку и выполнить контрольный стык.

Место выполнения работ по сварке требуется защищать от осадков и ветра. Когда температура наружного воздуха минус 5 °С и ниже, необходимо иметь вблизи места работ сварщика приспособление для согрева рук. При температуре ниже минус 30. °С – необходимо обеспечить специальными подогреваемыми теплоизолированными укрытиями – в просторечии тепляком. При этом обеспечивается более благоприятный микроклимат и автоподогрев сварного соединения.

До прихватки, приварки монтажных приспособлений, сварки – сварное соединение в месте наложения шва, должно быть очищено от снега, ледяной корки, масляных и иных загрязнений на величину не менее 20мм. с наружной и внутренней стороны кромок при ручном и механизированном способе. Швы заваривают без остановок. Не допускается останавливать сварку до заполнения установленной величины наплавки и оставлять незаверенными отдельные участки.
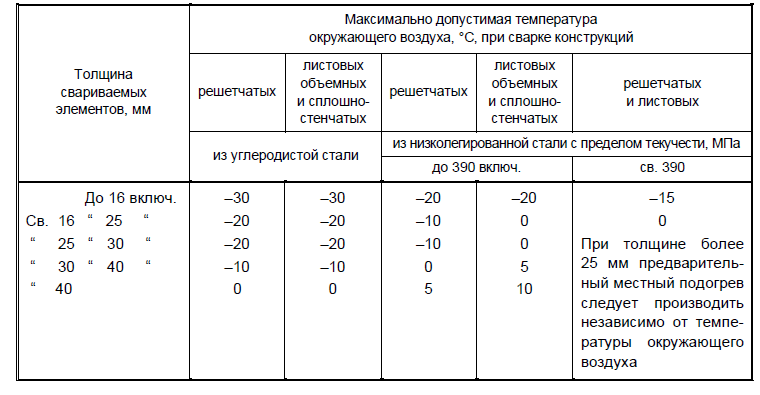
Ручным и механизированным способом сварку конструкций из стали допускается выполнять, не осуществляя подогрев при температуре наружного воздуха по таблице 1, автоматически под флюсом по таблице 2.
В случае более низкой температуры в месте выполнения работ, сварку требуется выполнять только с местным предварительным подогревом конструкции до 200 °С – 250 °С в зоне, шириной не менее 10 сантиметров с обеих сторон сварного соединения. Подогрев можно проводить как газовыми горелками, так и оборудованием для термообработки.
Цель подогрева – уменьшение скорости охлаждения, что приводит к повышению стойкости сварного шва к охрупчиванию, снижению вероятности образованию недопустимых дефектов.
Температура воздуха при ручной и механизированной сварке без подогрева
Таблица 1
Температура воздуха при автоматической сварке под флюсом без подогрева
Таблица 2

Ручная и механизированные процессы – валики следует накладывать способом «сварка горкой». Двусторонние швы рекомендовано выполнять одновременно с обеих сторон соединения. Зачистку корня шва, проводят шлифовкой.
Участки шва с дефектами требуется исправлять тем же способом, что и основной шов, с подогревом до 180-200⁰ С. При исправлении дефектных участков РДС – использовать электрод с основным видом покрытия.
В монтажное положение конструкции устанавливают безударным способом, с условием, предупреждения дальнейшей деформации. Резку элементов предпочтительно выполнять механически. Газовую резку, возможно, применять после подогрева детали. Закрепление элементов соединения при сборке предпочтительно осуществлять с применением струбцин, талрепов, клиньев и других временных элементов.
Прихватки, следует заменять, по возможности, сплошным швом небольшого сечения. Закрепление под сварку конструкций рекомендуется минимизировать. Первыми варят соединения – обеспечивающие значительную усадку. Начинать и заканчивать швы – рекомендуется на выводных пластинах.
Существуют ограничения к перемещению деталей собранных и подготовленных под сварку. При необходимости кантовки, требуется закрепить детали – способом, предотвращающим их изгиб и изменение взаимного расположения. Доставленные на площадку укрупненные сборочные элементы должны быть полностью заварены, подвергнуты неразрушающему контролю и годны.
Проектирование
На стадии проектирования – изделия предназначенной для эксплуатации в экстремальных условиях металл должен соответствовать специально для конструкций, работающих при низких температурах. Материал для них, в состоянии от производителя, должен обладать повышенным сопротивлением переходу в хрупкое состояние и незначительно изменять пластические свойства на участке перегрева под влиянием нагрева дугой.
Проектом конструкции должно быть предусмотрено исключение разного сечения соединяемых сваркой деталей и концентрации швов в 1 месте. Также должен быть учтен аспект доступности швов и тип подготовки кромок. Соединения должны проектироваться с полным проваром либо двухсторонними. Электрозаклепки, прерывистые валики – не применяются.
Сварочные материалы
Требуется осуществлять контроль качества покрытых электродов флюса, защитных газов и проволоки. Уделять внимание правилам приемки и хранения. Обязательна прокалка и применение термопеналов на месте работ. Статью можно посмотреть в предыдущем выпуске темы https://shop-oliver.by/kak-hranit-svarochnye-materialy-i-apparaty
Для сварки во всех случаях следует отдавать предпочтения материалам, обеспечивающим повышенные значения прочности и пластичности.
ММА (111) – электродам с основным покрытием: Типа Э50А, марки от Белорусского производителя – ОЛИВЕР: ЛИТ55Т; УОНИ 13/55; 48.08.
MIG/MAG (135/131) – Проволоки: Св08Г2С; Св08ГНМ; Св08ГСМТ.
SAW (121) – Флюсы: АН-348-АП; АН-60М.
Оборудование
Оборудование должно быть предназначено для работы при таких температурах, исправно и обслужено по критериям специфики работ. Больше информации по оборудованию можно найти в статье «Обслуживание сварочных аппаратов».
Устройства защитного отключения, понижения напряжения холостого хода должны быть в исправном состоянии. Разъемы, коннекторы, держак, горелка надежно зафиксированы и изолированы. Сварочные кабели без повреждения изоляции.
Средства индивидуальной защиты
Низкотемпературным условиям нужны особые принадлежности. Утепленные:
- костюм сварщика;
- нательное белье;
- пелерина;
- краги;
- специальная обувь – предпочтительно валенки;
- маска сварщика и другие.
Итоги
Условия проведения работ – отличимые от цеховых – в любом случае требуют дополнительных усилий: создание защитных укрытий, приобретение дополнительного инвентаря, оборудования, приспособлений. Каждое из этих дополнений порой значительно увеличивает стоимость проведения работ. Однако без этих затрат качественно выполнить задание – невозможно. Цель оправдывает средства – именно тот тезис применим, когда работу необходимо выполнить при любых условиях.
При возникновении вопросов можете обратиться к нашим специалистам.